
Współczesne spawanie coraz częściej wymaga nie tylko trwałego połączenia, ale także wysokiej powtarzalności, estetycznego wykończenia i ograniczenia obróbki po zakończeniu pracy. W warsztatach, zakładach produkcyjnych i firmach realizujących zlecenia seryjne znaczenie ma dziś nie tylko sama wytrzymałość spoiny, lecz także tempo pracy, stabilność procesu oraz możliwość precyzyjnego łączenia elementów o różnej grubości. Właśnie dlatego spawarka laserowa coraz częściej pojawia się jako alternatywa lub uzupełnienie dla urządzeń MIG/MAG, TIG i MMA.
Spawanie laserowe nie oznacza jednak automatycznego odejścia od tradycyjnych metod. Każda technologia ma swoje zastosowanie i ograniczenia. Laser wyróżnia się przede wszystkim tam, gdzie potrzebne jest szybkie spawanie, ograniczony wpływ ciepła na materiał, estetyczne spoiny oraz wysoka powtarzalność. Ma to duże znaczenie szczególnie przy cienkich blachach, detalach wymagających dokładności wymiarowej oraz produkcji, w której każda poprawka wydłuża czas realizacji zlecenia.
Technologia laserowa zmienia podejście do łączenia metalu, ponieważ pozwala skoncentrować energię w bardzo małym obszarze. Dzięki temu możliwe jest uzyskanie wąskiej spoiny i ograniczenie odkształceń, które przy tradycyjnych metodach spawania bywają problemem, zwłaszcza przy cienkich lub precyzyjnych elementach. Aby jednak dobrze wykorzystać możliwości tej technologii, trzeba rozumieć, jak działa spawarka laserowa, od czego zależy jakość spoiny i w jakich zastosowaniach takie rozwiązanie rzeczywiście ma sens.
Jak działa spawarka laserowa?
Spawarka laserowa wykorzystuje skoncentrowaną wiązkę światła, która dostarcza energię do niewielkiego obszaru materiału. Wiązka laserowa nagrzewa krawędzie łączonych elementów miejscowo, a energia o wysokiej gęstości powoduje szybkie topienie metalu. Po przesunięciu głowicy lub uchwytu stopiony materiał krzepnie, tworząc spoinę. W ten sposób powstaje trwałe połączenie, którego kształt i jakość zależą od ustawień urządzenia, właściwości materiału oraz sposobu prowadzenia procesu.
Najważniejsza różnica w stosunku do wielu klasycznych procesów polega na sposobie dostarczania ciepła. W trakcie spawania laserowego energia nie rozprasza się na dużej powierzchni, lecz skupia się w miejscu prowadzenia wiązki. Pozwala to ograniczyć strefę wpływu ciepła, co jest szczególnie istotne przy elementach podatnych na odkształcenia. W praktyce oznacza to większą kontrolę nad miejscem topienia materiału i możliwość wykonywania wąskich, estetycznych spoin.
Na efekt końcowy wpływa kilka parametrów. Istotna jest moc wiązki, prędkość prowadzenia, ustawienie ogniska oraz stabilność ruchu operatora lub układu automatycznego. Zbyt mała moc może spowodować niewystarczający przetop, natomiast zbyt wolne prowadzenie wiązki może doprowadzić do przegrzania materiału. Dlatego spawanie laserowe wymaga prawidłowego dobrania ustawień do grubości materiału, rodzaju stopu i oczekiwanej jakości spoiny.
Nowoczesne urządzenia laserowe mogą pracować zarówno w stanowiskach zautomatyzowanych, jak i w rozwiązaniach ręcznych. W obu przypadkach zasada pozostaje taka sama: precyzyjnie skierowana wiązka światła powoduje kontrolowane topienie materiału wzdłuż linii łączenia. Różnica dotyczy głównie sposobu prowadzenia procesu. W produkcji seryjnej większe znaczenie ma automatyzacja i powtarzalność ruchu, natomiast w warsztacie często liczy się elastyczność oraz możliwość pracy z różnymi detalami.

Spawanie laserowe a tradycyjne metody spawania
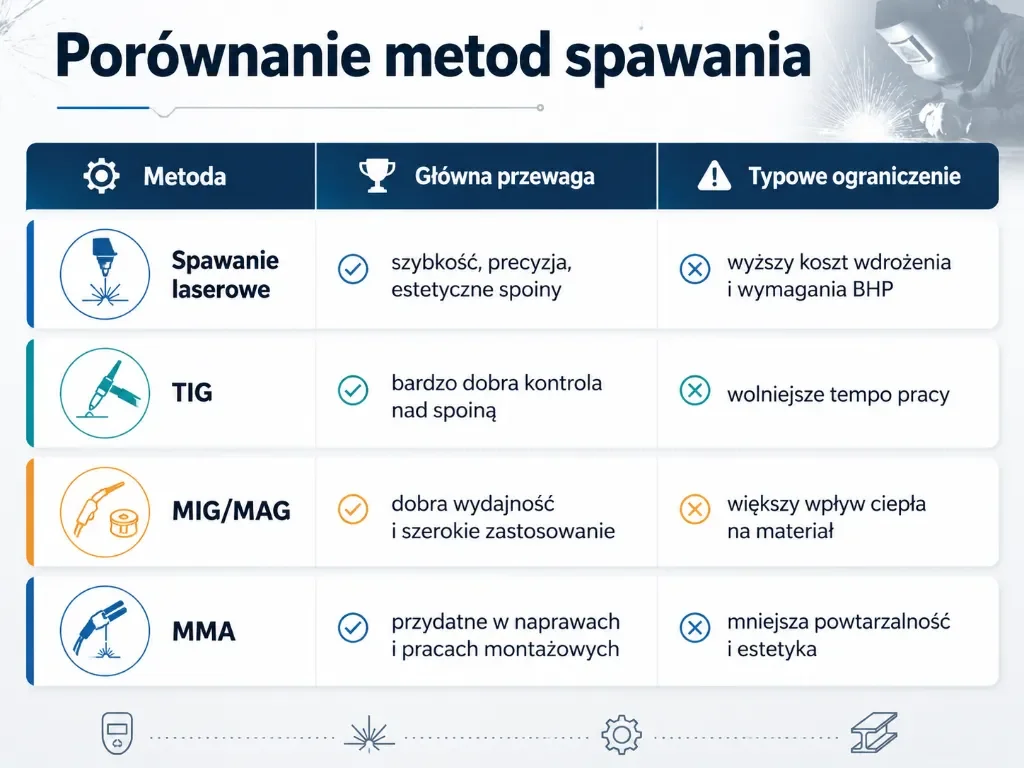
Spawanie laserowe różni się od metod TIG, MIG/MAG i MMA przede wszystkim sposobem oddziaływania ciepła na materiał. W tradycyjnych metodach spawania energia cieplna zwykle obejmuje większy obszar, co przy niektórych elementach może prowadzić do odkształceń, szerszej strefy wpływu ciepła i konieczności dodatkowej obróbki. Laser działa bardziej punktowo, dlatego pozwala prowadzić proces z wysoką precyzją i lepiej kontrolować miejsce topienia materiału.
Metoda TIG jest ceniona za dokładność i jakość spoiny, szczególnie przy stali nierdzewnej, aluminium oraz cienkich elementach. Jej ograniczeniem jest jednak niższa prędkość spawania i większy udział pracy operatora. MIG/MAG zapewnia dobrą wydajność i sprawdza się przy wielu zadaniach warsztatowych oraz produkcyjnych, ale przy cienkich blachach wymaga dokładnej kontroli nad temperaturą i przetopem. MMA pozostaje praktyczne w naprawach, pracach montażowych i terenie, lecz trudniej uzyskać przy nim wysoką powtarzalność oraz estetykę spoin wymaganą w produkcji precyzyjnej.
W tym zestawieniu spawarka laserowa wyróżnia się tam, gdzie liczy się szybkie spawanie, ograniczenie deformacji i powtarzalna jakość spoiny. Przy dobrze dobranych parametrach można osiągnąć wysoką prędkość spawania, a jednocześnie zmniejszyć liczbę poprawek po zakończeniu pracy. To przekłada się na wyższą wydajność, szczególnie przy elementach powtarzalnych lub detalach, które po spawaniu nie powinny wymagać intensywnego szlifowania.
Nie należy jednak traktować lasera jako rozwiązania uniwersalnego w każdej sytuacji. Tradycyjne metody nadal mają zastosowanie przy wielu pracach konstrukcyjnych, naprawczych i montażowych. Największy sens ma więc porównywanie technologii nie na zasadzie „która jest lepsza”, ale „która jest lepiej dopasowana do konkretnego zadania”.
Dlatego spawanie laserowe najlepiej rozpatrywać jako technologię do zadań, w których znaczenie mają precyzja, powtarzalność, wygląd spoiny i tempo pracy. W kolejnych częściach artykułu warto przejść do tego, jakie materiały można spawać laserowo i od czego zależy dobór parametrów procesu.
Jakie materiały można spawać laserowo?
Spawanie laserowe znajduje zastosowanie przy wielu metalach i stopach, ale nie należy zakładać, że każdy materiał będzie zachowywał się w procesie tak samo. Na efekt pracy wpływają między innymi skład chemiczny stopu, przewodność cieplna, grubość materiału, stan powierzchni oraz sposób przygotowania krawędzi. Dlatego dobór parametrów powinien zawsze wynikać z konkretnego zadania, a nie wyłącznie z ogólnej informacji, że dany materiał można spawać laserowo.
Do materiałów często łączonych laserowo należy stal nierdzewna. W jej przypadku duże znaczenie ma estetyka spoiny, ograniczenie przebarwień oraz kontrola wpływu temperatury na materiał. Spawanie laserowe może być korzystne przy cienkich elementach ze stali nierdzewnej, obudowach, zbiornikach, detalach technicznych oraz częściach, które po połączeniu mają zachować dokładny kształt i czystą powierzchnię.
Drugą ważną grupą jest stal węglowa, wykorzystywana w konstrukcjach, elementach maszyn, profilach i częściach produkcyjnych. Przy tym materiale laser pozwala uzyskać szybkie spawanie i dobrą powtarzalność, pod warunkiem że krawędzie są właściwie dopasowane, a parametry dobrane do grubości materiału. Zbyt duża szczelina między elementami może wymagać użycia drutu, dlatego dokładność przygotowania detalu ma tu duże znaczenie.
Laserowo można spawać także aluminium i jego stopy, jednak ten materiał wymaga większej kontroli procesu. Aluminium dobrze przewodzi ciepło i jest wrażliwe na zanieczyszczenia powierzchni, dlatego przed spawaniem trzeba zwrócić uwagę na odtłuszczenie, usunięcie warstwy tlenków i stabilne prowadzenie wiązki. Podobnie jest w przypadku miedzi, która ze względu na wysoką przewodność cieplną i właściwości odbijające wymaga odpowiedniego doboru mocy oraz parametrów pracy.
W zastosowaniach technicznych spotyka się również spawanie stopów niklu oraz innych materiałów specjalistycznych. W takich przypadkach istotne są nie tylko wygląd i szczelność spoiny, ale też właściwości mechaniczne gotowego połączenia. Niektóre materiały mogą wymagać zastosowania odpowiednich gazów osłonowych, drutu dodatkowego albo wcześniejszych prób technologicznych. Dlatego sformułowanie „spawania różnorodnych materiałów” należy rozumieć jako możliwość pracy z wieloma metalami, ale zawsze w zależności od ich specyfiki, grubości i wymagań jakościowych.

Parametry procesu – co decyduje o jakości spoiny?
Jakość spoiny przy spawaniu laserowym zależy od zestawu parametrów, które muszą być dopasowane do materiału, grubości, rodzaju złącza i oczekiwanego efektu. Sama spawarka laserowa nie gwarantuje poprawnego połączenia, jeśli proces zostanie ustawiony przypadkowo. Znaczenie mają zarówno parametry urządzenia, jak i przygotowanie elementów przed rozpoczęciem pracy.
Jednym z podstawowych ustawień jest moc wiązki. Zbyt niska może powodować brak przetopu, natomiast zbyt wysoka zwiększa ryzyko przegrzania materiału, przepalenia cienkich blach albo pogorszenia wyglądu spoiny. Moc powinna być dobierana w zależności od grubości materiału, rodzaju metalu i oczekiwanej głębokości wtopienia. W praktyce inne ustawienia będą potrzebne do cienkiej stali nierdzewnej, inne do grubszej stali węglowej, a jeszcze inne do aluminium lub miedzi.
Drugim ważnym parametrem jest prędkość spawania. Zbyt szybkie prowadzenie wiązki może skutkować płytkim przetopem i osłabieniem połączenia. Zbyt wolne prowadzenie zwiększa dopływ ciepła, co może powodować odkształcenia, nadmierne nadtopienie krawędzi albo pogorszenie estetyki. Dlatego prędkość spawania powinna być ustawiana razem z mocą wiązki, a nie traktowana jako niezależny parametr.
Duże znaczenie ma również ogniskowanie wiązki laserowej. Ustawienie ogniska wpływa na to, jak energia rozkłada się na powierzchni materiału i jak głęboko oddziałuje na łączone elementy. Nieprawidłowe ustawienie może prowadzić do niestabilnego przetopu, zbyt szerokiej spoiny albo braku powtarzalności. Przy precyzyjnym łączeniu detali nawet niewielka zmiana położenia ogniska może być widoczna w jakości połączenia.
W wielu przypadkach konieczne jest zastosowanie gazów osłonowych. Ich zadaniem jest ochrona jeziorka spawalniczego przed utlenianiem oraz stabilizacja warunków w trakcie spawania. Dobór gazu zależy od materiału i wymagań jakościowych. Przy stali nierdzewnej, aluminium czy materiałach bardziej wrażliwych na utlenianie gaz osłonowy może mieć duży wpływ na wygląd, czystość i trwałość spoiny.
Osobnym elementem procesu jest podajnik drutu. Spawanie laserowe może być prowadzone bez materiału dodatkowego, ale nie zawsze jest to najlepsze rozwiązanie. Jeżeli między elementami występuje szczelina, złącze ma określoną geometrię albo konieczne jest uzupełnienie materiału w spoinie, stosuje się drut. Urządzenie z automatycznym podajnikiem drutu pozwala stabilniej podawać materiał dodatkowy, co ma znaczenie przy dłuższych spoinach i powtarzalnych detalach.
Nie można pominąć także przygotowania powierzchni. Zanieczyszczenia, tłuszcz, rdza, tlenki lub niedokładnie dopasowane krawędzie mogą obniżyć jakość spoiny nawet wtedy, gdy sama technologia laserowa jest dobrze dobrana. Odpowiednie przygotowanie obejmuje oczyszczenie powierzchni, odtłuszczenie, usunięcie warstw tlenkowych i stabilne unieruchomienie elementów. Przy spawaniu laserowym szczelina między częściami ma szczególne znaczenie, ponieważ wiązka działa bardzo precyzyjnie i nie zawsze kompensuje niedokładności tak łatwo jak niektóre tradycyjne metody.
Jeżeli spoina jest porowata, nieregularna albo ma zbyt mały przetop, w pierwszej kolejności warto sprawdzić czystość powierzchni, dobór gazu osłonowego, prędkość prowadzenia, ustawienie ogniska wiązki i pracę podajnika drutu. Dopiero po weryfikacji tych elementów można oceniać, czy problem wynika z ograniczeń urządzenia, materiału czy samego procesu.
Gdzie spawanie laserowe daje największą przewagę?
Największą przewagę spawanie laserowe daje tam, gdzie potrzebne są precyzyjne połączenia, wysoka powtarzalność i ograniczenie wpływu ciepła na materiał. Nie chodzi więc o to, aby stosować laser w każdym zadaniu spawalniczym, ale o wybór technologii do prac, w których jej właściwości rzeczywiście przekładają się na lepszy efekt techniczny lub krótszy czas realizacji.
Dobrym przykładem są cienkie blachy. Przy takich elementach nadmierne nagrzanie może prowadzić do deformacji, przepaleń lub konieczności późniejszego prostowania. Skoncentrowana wiązka laserowa pozwala ograniczyć ilość ciepła wprowadzanego do materiału, co ułatwia zachowanie kształtu detalu. Z tego powodu technologia sprawdza się przy obudowach, osłonach, cienkościennych konstrukcjach, elementach dekoracyjnych oraz częściach, w których ważna jest estetyka spoiny.
Spawanie laserowe dobrze pasuje także do detali wymagających precyzyjnego łączenia. Dotyczy to elementów o małych tolerancjach wymiarowych, części maszyn, profili, zbiorników, komponentów technicznych i elementów, które po spawaniu nie powinny wymagać intensywnej obróbki. W takich zastosowaniach szczególnie istotne są powtarzalność procesu, kontrola nad szerokością spoiny i ograniczenie odkształceń.
Duże znaczenie ma również produkcja seryjna. Jeżeli zakład wykonuje wiele podobnych elementów, stabilny proces pozwala utrzymać wysoką powtarzalność i ograniczyć liczbę poprawek. W porównaniu z częścią tradycyjnych metod spawania laser może skrócić czas wykonania połączenia, zwłaszcza gdy detale są dobrze przygotowane, a parametry zostały wcześniej dopracowane. W produkcji seryjnej przekłada się to nie tylko na tempo pracy, ale też na łatwiejszą kontrolę jakości.
Technologia znajduje zastosowanie również w branżach, w których liczą się trwałe połączenia, czystość wykonania i rygorystyczne normy. W przemyśle spożywczym istotne są między innymi gładkie, estetyczne spoiny, ograniczenie miejsc gromadzenia zanieczyszczeń oraz możliwość pracy ze stalą nierdzewną. W przemyśle lotniczym szczególnie ważne są dokładność, powtarzalność i kontrola właściwości mechanicznych połączeń. W obu przypadkach sama technologia nie wystarcza — potrzebne są jeszcze właściwe procedury, kontrola jakości i odpowiednie przygotowanie procesu.
Laser sprawdza się także przy komponentach maszyn, obudowach, profilach, elementach wyposażenia oraz detalach, w których liczy się połączenie estetyki z wytrzymałością. W takich pracach przewagą jest możliwość uzyskania wąskiej spoiny, ograniczenia szlifowania i zachowania wysokiej dokładności wymiarowej. To właśnie w tego typu zastosowaniach spawarka laserowa oferuje nowe możliwości, których nie zawsze da się uzyskać równie szybko i powtarzalnie przy tradycyjnych metodach.
Czy spawarka laserowa opłaca się w dłuższej perspektywie?
Zakup spawarki laserowej zwykle oznacza wyższy koszt początkowy niż wybór standardowego urządzenia MIG/MAG, TIG lub MMA. Opłacalności nie warto jednak oceniać wyłącznie przez cenę maszyny. W praktyce liczy się także czas wykonania spoiny, liczba poprawek, jakość połączeń, koszty obróbki po spawaniu oraz powtarzalność procesu.
W dobrze dobranych zastosowaniach spawanie laserowe może skrócić czas pracy i ograniczyć konieczność szlifowania, prostowania lub poprawiania elementów. Ma to szczególne znaczenie przy cienkich blachach, estetycznych detalach oraz produkcji seryjnej, gdzie stabilna jakość spoiny wpływa na efektywność całego stanowiska.
Na ekonomię wdrożenia wpływają również koszty eksploatacyjne, dostępność części, serwis, jakość źródła lasera, przygotowanie stanowiska i szkolenie operatorów. Spawarka laserowa będzie najbardziej opłacalna wtedy, gdy jej możliwości są realnie wykorzystywane: przy powtarzalnych elementach, wysokich wymaganiach jakościowych i pracach, w których każda poprawka generuje dodatkowy koszt.
Jak dobrać spawarkę laserową do warsztatu lub produkcji?
Dobór spawarki laserowej powinien wynikać z realnych zadań, a nie wyłącznie z mocy podanej w specyfikacji. Najpierw trzeba określić, jakie materiały będą spawane, jakie są typowe grubości elementów, jaka jakość spoiny jest wymagana i czy proces ma być prowadzony ręcznie, czy automatycznie.
Ręczna spawarka laserowa sprawdzi się w warsztatach, krótszych seriach i przy detalach o zmiennej geometrii. Daje większą elastyczność, ale wymaga stabilnego prowadzenia uchwytu i dobrego przygotowania operatora. Stanowisko automatyczne ma większy sens przy powtarzalnych elementach i produkcji, w której liczy się stały tor prowadzenia wiązki oraz wysoka powtarzalność.
Przy wyborze urządzenia warto zwrócić uwagę na moc źródła, chłodzenie, zakres obsługiwanych grubości, typ podajnika drutu, dostępność części eksploatacyjnych, serwis oraz możliwość wykonania prób na materiale klienta. Znaczenie mają także funkcje dodatkowe, takie jak czyszczenie, a w wybranych konfiguracjach również cięcie, ale powinny być oceniane pod kątem rzeczywistych potrzeb firmy.
Bezpieczeństwo przy spawaniu laserowym – czego nie wolno pomijać?
Spawanie laserowe wymaga rygorystycznego podejścia do bezpieczeństwa. Skoncentrowana wiązka światła o dużej energii może stanowić zagrożenie dla wzroku i skóry, a odbicia od powierzchni metalicznych dodatkowo zwiększają ryzyko. Dlatego stanowisko do pracy z laserem powinno być odpowiednio osłonięte i oznaczone.
Podstawą jest ochrona wzroku dobrana do parametrów urządzenia, w tym długości fali i mocy lasera. Standardowa przyłbica spawalnicza nie zawsze zapewnia odpowiednią ochronę przed promieniowaniem laserowym. Konieczne mogą być specjalistyczne okulary, osłony, kurtyny lub zamknięte strefy robocze.
Nie można pomijać także wentylacji i odciągu dymów, szczególnie przy pracy z metalami, powłokami lub zanieczyszczonymi powierzchniami. Operator powinien znać procedury uruchamiania, testowania, awaryjnego zatrzymania i kontroli stanowiska. Bezpieczeństwo nie jest dodatkiem do technologii laserowej, ale jednym z podstawowych elementów jej prawidłowego wdrożenia.
Galeria Spawarek – wsparcie przy wyborze technologii i sprzętu
Wybór spawarki laserowej powinien być powiązany z konkretnymi zadaniami: rodzajem materiału, grubością elementów, oczekiwaną jakością spoiny i organizacją stanowiska pracy. Dlatego przy wdrażaniu technologii laserowej liczy się nie tylko samo urządzenie, ale też doradztwo techniczne, dostępność akcesoriów i wsparcie serwisowe.
Galeria Spawarek oferuje sprzęt spawalniczy i akcesoria dla warsztatów, firm produkcyjnych oraz zakładów przemysłowych. Przy wyborze urządzenia można uwzględnić zarówno parametry techniczne, jak i praktyczne wymagania pracy: rodzaj spawanych materiałów, potrzebę użycia podajnika drutu, tryby pracy czy wyposażenie stanowiska. Więcej informacji o ofercie firmy znajduje się na stronie: https://galeriaspawarek.pl/
Podsumowanie – dlaczego spawanie laserowe staje się nowym standardem?
Spawanie laserowe zyskuje znaczenie, ponieważ łączy wysoką precyzję, szybkość pracy i dobrą powtarzalność procesu. Sprawdza się szczególnie tam, gdzie ważna jest jakość spoiny, estetyka połączenia, ograniczenie odkształceń oraz mniejsza ilość obróbki po spawaniu.
Nie oznacza to jednak, że spawarka laserowa zastępuje każdą tradycyjną metodę. TIG, MIG/MAG i MMA nadal mają swoje zastosowania. Laser staje się nowym standardem przede wszystkim w tych obszarach, w których liczy się stabilny proces, dobrze przygotowany materiał, właściwe parametry i wysoka efektywność pracy.
Artykuł sponsorowany

